| 是否进口:否 | 产地:上海 | 品牌:皇润 |
| 型号:SONIC1526 | 电流:交流 | 动力形式:超声波 |
| 控制方式:手动 | 频段:中频 | 驱动形式:气动 |
| 作用原理:逆变 | 订货号:超声波塑焊机系列 | 货号:超声波焊接机 |
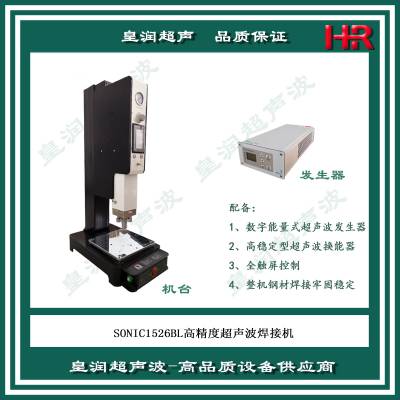
| 输出功率:2.6W | 频率:15KHz | 输入电压:220V |
| 焊头行程:75mm | 焊接面积:150 | 振头冷却系统:风冷 |
| 振荡系统:超声波 | 功率:2.6W | 作用对象:塑料 |
| 升降控制:电动 | 焊接原理:对焊 | 外形尺寸:560*550*1900 |
| 净重:120Kg | 用途:塑料焊接 | 套装:超声波焊接套装 |
| 是否跨境货源:否 |
上海浦东超声波塑料焊接机 超声波热熔机皇润超声上海制造
超声波焊接时噪音大怎么办 超声波塑料焊接机基本由电控系统、气动加压系统以及声学系统等组成。超声波焊接机声音的产生,主要集中在声学系统,还有一部分来源于气动加压系统。 气动加压系统中用过的气体回流到气动控制阀上的排气口排出时,会有较大的噪音产生,而加装的消声元件。其消声效果与一次排出气体的大小、多少、流速的快慢,以及消声器本身的漏隙大小有重要的因素关系。常一般的可把排气时的瞬时噪音降低20~35分贝左右,可以将声音降低到常人接受的效果。 超声波焊接机声学系统一般是采用15Khz-40KHZ的频率范围,28KHZ以上频率在超声波焊接时是感受不到噪音的。频率20kHZ以下的机器会有刺耳的声波噪音。这些高频及低频振动(声音)有时会引起头疼、疲劳、甚至造成眩晕、恶心、呕吐以及听力下降等不良反应。
20K2000W超声波焊接机 超声波焊接后产品内部电子元器件损坏的解決方法: 1.提早超声波发振时间(避免接触发振); 2.降低压力、减少超声波焊接时间(降低强度标准); 3.减少机台功率段数或小功率机台; 4.降低超音波模具扩大比; 5.底模受力处垫缓冲橡胶; 6.底模与制品避免悬空或间隙; 7.HORN(上模)掏孔后重测频率; 8.上模掏空后贴上富弹性材料,如硅胶等。

上海浦东超声波塑料焊接机 超声波热熔机皇润超声上海制造
如何才能使超声波焊接打到水密气密要求 需要满足什么条件,超声波焊接的产品才能达到密封防水防气的要求: 我们要求超声波焊接机在焊接产品要达到达到水、气密的密封性时,定位与超声波导熔线是成败的重要关键,所以在产品设计时的考虑,如:定位、材质、肉厚与超声波导熔线的对应比 例有的关系。在一般水、气密的要求,导熔线高度应在0.5~0.8m/m之范围(视产品肉厚而定),如低于0.5m/m以下,要达到水气密的功能,除非定位设定要非常标准,而且肉厚有5m/m以上,否则效果不佳。 一般要求水气密的产品其定位与超声波导熔线的方式如下: 斜切式:适合水密性及大型产品之熔接,接触面角度=45度;,x=w/2,d=0.3~0.8mm为佳 阶梯尖式:适合水密性及防止外凸或龟裂之方法,接触面的角度=45度;,x=w/2,d=0.3~0.8mm为佳。 峰谷尖式:适合水密性且高强度熔接,d=0.3~0.6mm内侧接触面之高度h依形状大小而有变化,但h约在1~2mm左右以上三种为水气密超声波导熔线设计法。
活性炭滤芯材质一般采用环保PP料,因为材质对超声波焊接效果影响的因素,由于PP材质熔点高,尺寸不大的一个过滤器滤芯需要用到大功率超声波焊接机。对于没有经验的超声波设备厂家会推荐小功率的超声波机器,毕竟功率小,价格有优势,客户只看焊接效果和价格参考。用小功率的机器焊接时间调长点是可以达到理想的效果,但是不可在流水线长时间作业生产,熔接时间调试的太长模具会随着塑胶件熔接的热量慢慢传输到超声波核心配件换能器上,久而久之就是一个恶性循环,会出现焊接不稳定,会因为模具和换能器发烫导致超声波发生器烧坏的状况,就会影响订单的交期进度。超声波焊接产品的状态就是在***的焊接时间里把产品熔接,用大功率的超声波焊接机就可以缩短超声波焊接时间,不仅提高了产能,还能有效地进行长时间流水线作业。