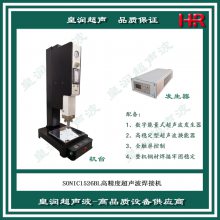
| 是否进口:否 | 产地:上海 | 品牌:皇润HR |
| 型号:20K | 材质:铝合金 | 订货号:超声波模具 |
| 加工定制:是 | 货号:超声波焊头 | 类型:超声波焊机焊头 |
| 规格:套 | 工作温度:-40-40℃ | 长度:200 |
| 焊接电流:10A | 净重:5Kg | 熔点:280℃ |
| 适用范围:塑料焊接 | 助焊剂含量:10 | 焊丝直径:5mm |
| 是否跨境货源:否 |
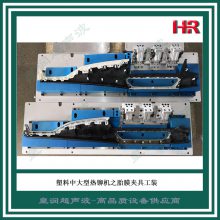
15K超音波底模工装 超声波夹具定制厂家
超声波焊接塑料件产品的结构设计 塑胶产品用超声波焊接工艺在结构设计时应考虑超声波焊接时振动波的传送距离、压力作用下塑胶成型品受力面积和受力均衡的问题,该设计会影响到超声波焊接的稳定性。下面我们用图文的方式解说下成型品塑胶结构的设计案例。 (1)接合部的形状设计 接合部的形状以圆形为很好。在不得已的情况下,一定要设计成角形或异形形状时,则各边缘倒R角,或尽可能地设计成对称形状。 (2)设计时需要注意超声波传递距离 到焊接部的距离越短,焊接能源的损失就越小。可进行良好的焊接作业。 但是,若圆柱形的成型品为薄型大平板时,焊接位置略高于平板,则从圆柱形接触部分取出等对成型品形状进行必要的修改。 (3)与圆柱形工具相接触的成型品设计案例 与圆柱形工具相接触的成型品,尽可能的轻量化,且形状简单。 当与圆柱形工具相接触的成型品含有金属嵌件、轮毂等附件时,因焊接能源传递不及时,很容易导致焊接不良 。 有时还会因共振造成金属嵌件部分的融化,轮毂等凸出部分发生破裂。 所以,凸出部分、嵌件等必须放在固定的夹具上,在万不得已的情况下,请倒R角等以增大制品的强度。 (4)圆柱形工具的接触面设计案例 请将圆柱形工具的接触面及接合面设计为平面。 若设计为阶梯形的话,则会引发焊接能源的传递不均匀,容 易造成焊接不良的。 (5)设计时需考虑焊接产品变形 有必要控制被焊接品的翘曲变形。若发生翘曲变形时,就会导致焊接面的结合不良, 焊接状态不均匀、强度下降、密封性不良等问题。
如何改善超声波焊接机的产品焊接效果 要控制超声波塑焊机的焊接质量一定要了解超声波塑焊机在焊接过程中较容易发生的质量问题,再针对性解决,熟练操作后,就能自由控制了,先介绍一下超声波焊接在生产中易出现的质量问题种类: 在超声波焊接实际生产中,尤其对于手机等对外观,性能等均要求高品质的个人消费用品,质量依然是较难控制的一个问题。总结以往的经验发现通常较容易发生的一些质量问题有:强度低、产品表面产生伤痕或裂痕、制品产生扭曲变形或自色状、产品内部零件破坏或者受挤压而偏位变形、产品产生毛边、产品焊接后尺寸无法控制公差内、产品偏位、超声波焊接后无法达到水气密封性能要求。

15K超音波底模工装 超声波夹具定制厂家
注塑件的结构对超声波焊接头设计的影响 注塑件可以设计成任何形状,但是超声波焊头并不能随意制作。超声波焊头形状、长短均可能影响焊头频率、振幅等参数。焊头的设计需要有一个基准面,即按照其工件频率决定的基准频率面。基准频率面一般占到焊头表面的70%以上的面积,所以,注塑件表面的突起等形状小于整个塑料而后30%。平滑、圆弧过渡的塑料件表面,则此标准可以适当放宽。且突出位尽量位于塑料件的中部或对称设计。 塑料件超声波焊接机焊头接触面至少大于熔接面,且尽量对正焊接位。过小的焊头接触面,会引起较大的损伤和变形,以及不理想的熔接效果。因此,在设计注塑件的时候,也不是随意设计的,要考虑后期超声波焊接工艺的要求,不当的设计,只会把麻烦留给超声波熔接工序。 在焊头表面有损伤纹,或其形状与塑料件配合有少许差异的情况下焊接会在塑料件表面留下伤痕。避免方法是:在焊头与塑料件表面之间垫薄膜(例如PE膜等)。
超声波模具损坏的原因 塑胶制品在用超音波塑胶熔接机焊接时需要做相应的超声波夹具,模具分为上模和下模,下模主要起固定作用,模具模腔内做光滑,避免塑胶刮伤,上模不仅要做和超声波焊接机相同的频率,还要考虑塑胶制品的材质,熔点来设计模具的振幅,设计超声波模具的振幅作用就是增强机器的功率。产品容易焊接的振幅会适当的做小一点,振幅越大模具寿命越短,振幅做的太小,设备功率不足的情况下,有些比较难焊接的材质就会因为焊接时间太长导致塑胶制品表面***。