| 产品特性:皇润超声波 | 是否进口:否 | 产地:上海 |
| 品牌:皇润超声波 | 型号:HR3510 | 工作台移动范围:100mm |
| 焊接压力:10g | 输入电压:220V | 频率:15000Hz |
| 额定输入电源容量:220KVA | 额定输入电流:15A | 空载输出电压:24V |
| 额定负载持续率:100% | 输出电流调节范围:100V | 功率:1000W |
| 效率:10% | 功率因素:15 | 绝缘等级:4 |
| 外壳防护等级:6 | 用途:焊接 | 材料及附件:焊材 |
| 电流:交流 | 作用原理:逆变 | 外形尺寸:500*600*1200mm |
| 净重:95Kg | 焊咀对地电压:24mv | 套装:超声波配套 |
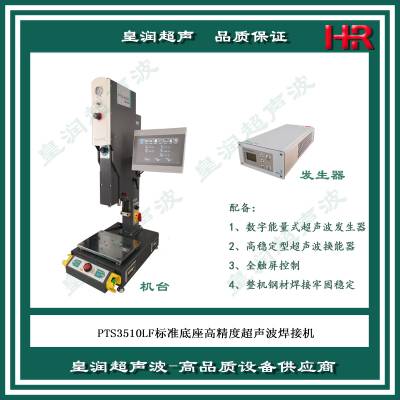
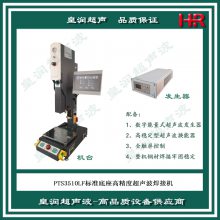
皇润超声波HR系列35K超声波焊接机 HR3510超声波塑料熔接机

超声波焊接机模具调节步骤
在作业前,需根据超声波焊接机原理进行作业调校。
一,调幅器根据需求做出调幅选择,并与焊头调谐。
调幅器振幅过大,会造成作业熔接能量输出过度,振幅太低,又回造成能量输出不足。
二,对焊头,工件,底模三者进行作业校准。
三者作业校准不准确,将产生作业产品变形,扭曲等不良现象。
第三步,对作业行程速度作调整,调整作业行程下降时间,调整机械式止动器。
在确保作业质量的前提下,校准适当的作业行程与作业时间可以提高作业效率。
第四步,调整作业熔接压力,调整熔接时间,调整保压时间。
熔接压力:熔接压力过大,会造成工件变形,熔接过度的现象,压力过低,则会造成虚焊的现象。
熔接时间:熔接时间过长,会造成熔接过度的现象,时间过短,熔接能量吸收不足,会造成虚焊现象。
保压时间:保压时间用于稳定熔接作业效果,保压时间长,作业工件对熔接能量的吸收越稳定,应确保足够稳定的保压时间。
$
超声波焊接机频率与功率
超声波焊接机频率与功率的区别从本质上理解,超声波也是声波的一种,频率与波长息息相关,超声波焊接的时候,波长又与超声波设备的振动幅度大小有关。对于塑料塑胶元件的焊接时,一般来讲,体积越大,选择振动频率越小越低的超声波设备,同时,对于体积很小的设备,选择更大频率的设备,焊接的效果才会更加突出。
自动频率跟踪超声波焊接机从事超声波焊接机器行业的人员都应该知道:
一、超声波焊接机器按照自动化水平分类:
1、手动式超声波焊接机
2、半自动超声波焊接机
3、全自动超声波焊接机
二、超声波按照功率分类分为
1、小功率超声波焊接机
2、大功率超声波焊接机
注解:小功率超声波焊接机指小于:2600W的超声波焊接机,大功率超声波焊接机指2600W以上的超声波焊接机。
三、超声波按照频率分为:
1、15KhZ超声波焊接机
2、20KHZ超声波焊接机
3、35KHZ超声波焊接机
4、40KHZ超声波焊接机
当我们面对一件塑料塑胶元件的时候,我们要具体看看它是什么材料的,看看是不是适合超声波焊接机进行焊接,如果适合超声波焊接机,那么该选择什么样的超声波焊接机的效果更好,选择什么样的超声波焊接机的报废率***。我们如果没有技术测试或者调试,在购买的时候寄样品到深圳恒波超声波这样的厂家让人员进行调试
15kHz频率低,功率大,针对较大焊接产品。20kHz的频***,功率小,针对面积较小焊接产品。不同的产品选择不同的频率,他们之间是无法同等比较的,选择好的超声波设备,让企业生产效率更高,焊接效果更好。
?
$
超声波焊接机设备安装说明
一,超声波焊接机安装准备:选择安装环境,布置电源和接地线。
1.安装环境:设备布置选择牢固坚实水平的地面,并确保设备安装空间和作业空间,确保设备作业的散热空间。
2.电源:AC220V,∮60/50HZ电源。
3.接地线:安装接地线接入,确保设备与人员作业安全。
二,超声波焊接机安装步骤:
1.放置机体,机体后方对散热空间,调整确保合适的作业空间。
2.发振箱放置机体附近,且方便作业人员观察和调整。
3.布置接地线连接发振箱后边接地线连接点与接地接入。
4.连接机体与发振箱的电缆。
5.连接机体与发振箱的控制线。
6.高压气压管引空压源与机体空气滤清器入口连接,管束结合锁紧。
7.发振箱电源插头与电源连接。
$
超声波焊接机原理:
动力能量:电能。
作业输出能量:超声波能量(超声波振动,机械动能)。
原理:
将电能转换为超声波能量,作用于作业接面,超声波能量使作业接面在高频振动下摩擦生热,作业接面呈现熔融状态,作业接面处物质分子形态活跃,碰撞渗透熔融结合。
换能器:
换能器是实现超声波焊接原理的组件,内置由陶瓷晶片和传动头构成,磁伸缩是换能器的作业原理,电流在换能器内部形成电磁震荡作用于压电陶瓷片,由金属头将压电陶瓷片的振动传输给调幅器。
换能器可以说是直接实现超声波焊接原理的功能组件。
调幅器:
调幅器可控制扩大换能器输出超声波能量的振幅,增加超声波能量的输出。