| 产品特性:皇润超声波 | 是否进口:否 | 产地:上海 |
| 品牌:皇润超声波 | 型号:20K | 材质:铝合金 |
| 加工定制:是 | 类型:超声波焊机焊头 | 规格:套 |
| 工作温度:-40-40℃ | 长度:200 | 焊接电流:10A |
| 净重:5Kg | 熔点:280℃ | 适用范围:塑料焊接 |
| 助焊剂含量:10 | 焊丝直径:5mm |
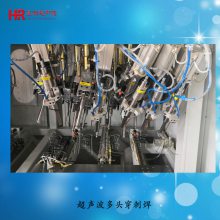
超声波模头是如何设计的 超声波焊头设计软件波形分析 几款常用的超声波发生器介绍 1、超声波熔接是一种高科技,大多数热塑性塑料制品皆可应用。不需加溶剂、粘贴剂或其他辅助品。提高生产率、成本低,提高产品质量及生产安全环保; 2、超声波振动系统由超声波发生器超声波换能器+超声波模具三部份组成; 3、适用范围:玩具、电子、无纺布、头套、鞋套、手术衣、名片内页、胶袋、文具、手术帽、纸杯,口罩相册内页等; 4、搭配机型:无纺布自动化机械、三层袋机、口罩机,胶袋机,纸杯机,文件袋机,振水口机等系列自动化设备。 为了提高生产效率,实现自动化超声波焊接,现在各个厂家都在大力开发带有自动送料、自动焊接、自动取料等带有机械臂装置的机器人自动焊接系统。超声波发生器振动系统必将在自动化装备行业大力发展应用。 超声波发生器分类: 可分为频率可调超声波发生器、100W/300W超声波发生器、小功率超声波发生器、高频超声波发生器、大功能超声波发生器、数字显示超声波发生器。新式,功率从"0"~3000瓦功率可调,频率从20KHZ~40KHZ可调的超声波发生器。使用换能器不同,超声波发生器都可共用。

超声波发发生器简介:超声波发生器,又称超声波驱动电源、电子箱、超声波控制器,是大功率超声系统的重要组成部分。超声波发生器作用是把市电转换成与超声波换能器相匹配的高频交流电信号,驱动超声波换能器工作。大功率超声波电源从转换效率方面考虑一般采用开关电源的电路形式。超声波电源分为自激式和它激式电源,自激式电源称为超声波模拟电源,它激式电源称为超声波发生器。 超声波发生器采用世界***的他激式震荡电路结构,较自激式震荡电路结构在输出功率增加10%以上。超声波放大电路形式采用线性放大电路和开关电源电路。 开关电源电路的优点:转换***,因此大功率超声波电源采用此形式。 线性电源电路的优点:不严格要求电路匹配,允许工作频率连续快速变化。
盐城超音波模头 超音波熔接头设计软件
如何改善超声波焊接机的产品焊接效果 要控制超声波塑焊机的焊接质量一定要了解超声波塑焊机在焊接过程中较容易发生的质量问题,再针对性解决,熟练操作后,就能自由控制了,先介绍一下超声波焊接在生产中易出现的质量问题种类: 在超声波焊接实际生产中,尤其对于手机等对外观,性能等均要求品质的个人消费用品,质量依然是较难控制的一个问题。总结以往的经验发现通常较容易发生的一些质量问题有:强度低、产品表面产生伤痕或裂痕、制品产生扭曲变形或自色状、产品内部零件破坏或者受挤压而偏位变形、产品产生毛边、产品焊接后尺寸无法控制公差内、产品偏位、超声波焊接后无法达到水气密封性能要求。
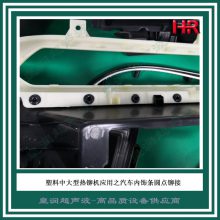
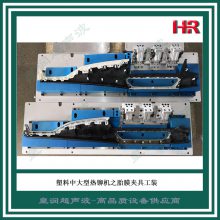
注塑件的结构对超声波焊接头设计的影响 注塑件可以设计成任何形状,但是超声波焊头并不能随意制作。超声波焊头形状、长短均可能影响焊头频率、振幅等参数。焊头的设计需要有一个基准面,即按照其工件频率决定的基准频率面。基准频率面一般占到焊头表面的70%以上的面积,所以,注塑件表面的突起等形状小于整个塑料而后30%。平滑、圆弧过渡的塑料件表面,则此标准可以适当放宽。且突出位尽量位于塑料件的中部或对称设计。 塑料件超声波焊接机焊头接触面至少大于熔接面,且尽量对正焊接位。过小的焊头接触面,会引起较大的损伤和变形,以及不理想的熔接效果。因此,在设计注塑件的时候,也不是随意设计的,要考虑后期超声波焊接工艺的要求,不当的设计,只会把麻烦留给超声波熔接工序。 在焊头表面有损伤纹,或其形状与塑料件配合有少许差异的情况下焊接会在塑料件表面留下伤痕。避免方法是:在焊头与塑料件表面之间垫薄膜(例如PE膜等)。