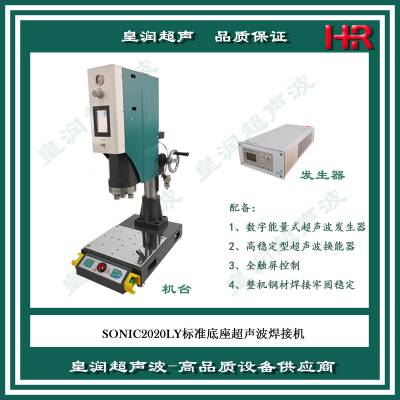
| 产品特性:皇润超声波 | 是否进口:否 | 产地:上海 |
| 品牌:皇润超声波 | 型号:SONIC1526 | 工作台移动范围:100mm |
| 焊接压力:5g | 输入电压:220V | 频率:15000Hz |
| 额定输入电源容量:220KVA | 额定输入电流:15A | 空载输出电压:24V |
| 额定负载持续率:100% | 输出电流调节范围:100V | 功率:2800W |
| 效率:10% | 功率因素:15 | 绝缘等级:4 |
| 外壳防护等级:6 | 用途:焊接 | 材料及附件:焊材 |
| 电流:交流 | 作用原理:逆变 | 外形尺寸:500*600*1200mm |
| 净重:95Kg | 焊咀对地电压:24mv | 套装:超声波配套 |
苏州超声波塑料焊接机 超音波焊接机皇润超声上海制造
影响超声波模具超声波模头寿命的因素 超声波焊接机模具也称为超声波焊头。超声波焊接机模具的使用寿命关键决定于两个方面的因素:一个是材料,另一个就是工艺了! 首先我们来说说材料方面的因素:超声波焊接机焊接要求金属材料有柔顺性比较好(声波传递过程中机械损耗小)的特点,所以超声波焊接机焊头常用的材料是为铝合金或者是钛合金。 超声波模具材料 但超声波金属焊接要求焊头还要具有磨损的特点,这就要求有比较高的硬度,因为我们超声波焊接机焊头材料的选择就变得比较困难了,因为在大家的一般常识里面硬度和韧性似乎是天生对立的,这就要求我们选择非常高要求的材料,因此我们选择的钢村料就刚好能够比较好地解决这个矛盾问题,使超声波焊接机焊头的有效寿命可以尽量地提高。 然后就是工艺方面的因素:包括有超声波焊接机模具的加工工艺以及后续的处理工艺,加工工艺我们在前面已详细的进行描述过了,后续的处理包括热处理及参数的修整,基于我公司选择的材料,我们有创的热处理工艺去***;在每一个焊头制作完成后,单独都要进行参数的测定及调整,以***出品。
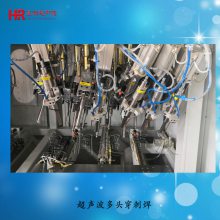
根据市场需求常用的超声波焊接机是20Khz和15KHZ,主要有换能器、变幅杆和焊头组成,换能器将电能转换成机械能、然后变幅杆放大,后通过与焊件几何形状匹配的焊头传递给焊件。 超声波瞬间发出的声音是人耳听不见的,超声波焊接机发出的声音是是一些谐振造成的,属于机械波,不容易消除,在焊接时,是机器焊头和塑胶件二次摩擦产生的次声波。 据可靠资料显示,该次声波分贝为90分贝-120分贝,已经明显超出类噪声级别70分贝阈值,不过声波产生时间短,持续时间短,对人耳造成的伤害不明显。但是长时间处于生产的人员必须带防噪音装置,如耳塞,耳套等,避免造成耳鸣头晕现象。 很多有条件的工厂定制隔音罩封闭超声波塑料焊接机,将设备隔离从而降低噪音.不仅仅可以保护操作人员不受噪音干扰,可以使整个车间的工作环境得到良好的改善。 为了防止超声波焊接机声音,在机器上建造隔声性能良好的小室,形成安静的小室,车间工作人员的听力得到保护,这种隔音设施叫做隔音罩。阻隔声源机器设备的噪声不致外传,从而使噪声降低到所规定的允许声级以下。 
苏州超声波塑料焊接机 超音波焊接机皇润超声上海制造
如何检测超声波换能器的好坏 超声波换能器是超声波产品的心脏.而机电设备尤其重要.它将电箱送过来的高频高压电源转换成高频机械振动,功率输出可达好几千瓦,所以它的稳定性及功率输出对整机运作性能相当重要,也是设备中有价款值的,它是体现整台设备价值的关键. 以下是如何检测超声波换能器的好坏的方法: 1、参数检测;检测换能器参数是否跟电箱参数匹配,是否能达到理想效果。 2、可以从它的制作工艺及外观来鉴别:它直接体现出技术对产品的质量重视,工艺及外观好的产品质量自然会好一点(但也不能是)。而且设计工艺直接影响产品质量。 ? 3、可以根据它的工艺设计及使用材料来鉴别:不过这需要对换能器材料很了解和经验。设计是否合理应根据选用材料来定,材料的好坏直接影响产品的质量,照板复制出来的不一定行.同规格的材料产地不一样,质量也就相差很大.差的材料再好的技术也做出好产品。 超声波换能器 4、上机试验: ? 1) 、稳定性试验(模拟老化试验);带上设备额定负载检测电箱及换能器的功率输出稳定性。 ? 2) 、超负荷运作测试;测试产品质量的稳定性及寿命。此项检测只需带上额定负载连续不间断运行8小时即可。 3) 、功率输出试验;它能检测出换能器与电箱的匹配情况,同时可以反应出电箱及换能器负载功率输出的大小,模具带的越大工作效果越好说明功率输出越强。(电流大小只能反应输出效率,并不代表设备功率大小) .
如何才能使超声波焊接打到水密气密要求 需要满足什么条件,超声波焊接的产品才能达到密封防水防气的要求: 我们要求超声波焊接机在焊接产品要达到达到水、气密的密封性时,与超声波导熔线是成败的重要关键,所以在产品设计时的考虑,如:、材质、肉厚与超声波导熔线的对应比 例有的关系。在一般水、气密的要求,导熔线高度应在0.5~0.8m/m之范围(视产品肉厚而定),如低于0.5m/m以下,要达到水气密的功能,除非设定要非常标准,而且肉厚有5m/m以上,否则效果不佳。 一般要求水气密的产品其与超声波导熔线的方式如下: 斜切式:适合水密性及大型产品之熔接,接触面角度=45度;,x=w/2,d=0.3~0.8mm为佳 阶梯尖式:适合水密性及防止外凸或龟裂之方法,接触面的角度=45度;,x=w/2,d=0.3~0.8mm为佳。 峰谷尖式:适合水密性且高强度熔接,d=0.3~0.6mm内侧接触面之高度h依形状大小而有变化,但h约在1~2mm左右以上三种为水气密超声波导熔线设计法。