| 是否进口:否 | 产地:上海 | 品牌:皇润 |
| 型号:20K | 电流:交流 | 动力形式:超声波 |
| 控制方式:自动 | 频段:高频 | 驱动形式:气动 |
| 作用原理:逆变 | 订货号:20K | 货号:20K |
| 输出功率:2500W | 频率:20KHZHz | 输入电压:220V |
| 焊头行程:75mm | 焊接面积:150 | 振头冷却系统:风冷 |
| 振荡系统:自激式 | 功率:2500W | 作用对象:塑料焊接 |
| 升降控制:电动 | 焊接原理:对焊 | 外形尺寸:500*560*1950 |
| 净重:150KGKg | 用途:塑料焊接 | 焊咀对地电压:1000mv |
| 套装:进口超声波焊接机 | 是否跨境货源:否 |
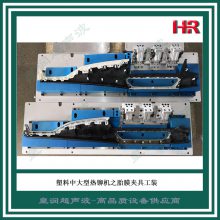
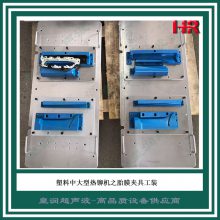
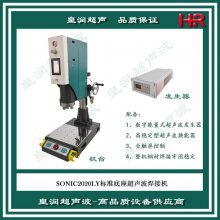
能量式进口超声波焊接机 20KHZ超声波塑焊机批发
超声波塑料焊接机操作说明书 一. 超声波塑料焊接机工作原理: 热可塑性胶的超声波加工,是利用工作接面间高频率的摩擦而使分子间急速产生热量,当此热量足够熔化工作时,停止超声波发振,此时工件接面由熔融而固化,完成加工程序。 二. 超音波机构原理: ? ? 将220发,50Hz转变为20KHz的同压电能,利用振动子转换成机械能。如此的机械振动,经由传动子,焊庆传至加工物,并利用空气压力,产生工作接面之摩擦效果。振动子和传动子装置在振筒内,外接焊头,利用空压系统和控制回路,在事先设定之条件下升降,以完成操作程序。 三. 组件功用说明: 1. 延迟时间设定:调整开始发振时间,在按下启动开关后0到30秒开始发振。 2. 熔接时间设定:调整熔接时间长短,在延迟时间结束后发振0到30秒之范围。 3. 硬化时间设定:调整发振终了工作物熔融处冷却定型时间在0到30秒之范围。 4. 计数器:工作循环次数记录用,附有归零压扣。 5. 调整及压力表:工作压力之指示及调整设定用。 6. 音波调整:调整振动子系与发振回路之共振匹配,合转换效率达到理想。 7. 振幅表:显示音波空载功负载工作之振幅强弱。 8. 电源开关及灯:电源开关之控制及电源指示。 9. 过载指示:灯亮则音波过载,不正常,要做音波调整,至过载载灯不亮为止。 10. 焊头下降开关:打开焊头下降,关闭焊头上升。 11. 下降速度调节:调节焊头下降速度。 12. 上升速度调节:调节焊头上升速度。 13. 启动为双手启动(同时按下两个绿波开关),中间的红波开关为紧急停止开关。 14. 微调螺丝:在熔接熔化快,或外形尺寸需***时使用可限制焊头下降。 15. 机器因定氢手:合机器与支柱紧密固定用。 16. 输出电缆与插座:联接机器振动子系统与发振箱线路用。 17. 控制电缆及插座:联接机体控制单元与发振箱自动控制回路用。 18. 保险丝座:电子线路之过载保护。 19. 空气清净器:空压工作之气滤水份用。 四:机器安装法: 1. 将熔接机放置于作业台上,将发振箱放置于机体附近操作员易于观察及调整之处。作业台需可承爱150公斤之力,高度约600到800MM,且不可放置在潮湿的地方。 2. 接地是:将地线一端接地,另一端接于机器上。 3. 发振箱与机休联结:将机体之输出电缆插头及控制电缆插头接于发振箱插座上。 4. 接空压源:将高压气管引清净干燥之空压源与熔接机体上空气滤清器入口相连。 5. 接电源:发振箱后面之电源线及插头,请接上AC220v,50khz电源。 五:音波检查与调整:(此操作需专业人员调整) 1. 打开电源,按音波调试开关(不要超过3秒,避免损坏振动子),旋转频率调整旋钮,将电流表指针调至***点,调整时如指针不降而升,则反方向旋转,反之亦然。调至指针最小位置,最小点如超出电流表2个小格,则表示故障发生,不可操作,需开箱检查。 2. ?功率调节:一般情况下,功率档位都处于较低档位,如果焊接力度不够,才由低档位升至***位,此调节要同频率调节配合 六:各部调整及熔接前准备工作: 1. 装焊头:先用酒精或汽油将焊头及焊头螺丝清洗干净,再将焊头逆时针接入传动子上拧紧。按音波调试,将电流调试到***点。注意:焊头与传动子结合面若有损伤,超声震动知传达效果会衰减,应注意保养。 2. 接入空压机气源,并将气压表调整到2-5MPa之间。 3. 参照工作物状态,放置底模和焊接物品,按下降开关,摇动升降手轮至一定高度(视模具而定),确定上模接触焊接物品。锁紧机身升降手柄。固定底模。 4. 按上升开关。 七:熔接操作:设定延迟,熔接,及硬化时间 1. 完成上述之各部调整及熔接前准备后,放上产品,按启动开关进行侧试熔接。 2. 观察工作状况及熔接后工作物形态,再调整焊头,底模并重新设定工作压力,熔接时间,再试熔,重复调整至工作物理想熔接条件。(延迟时间,硬化时间之设定,从较长时间递减设定到理想条件,熔接时间之设定,则须由小而大渐增方式设定)。 3. 设定到理想熔接条件后,即可从事作业生产。 八:熔接动作说明: 1. 焊头下降:在发振箱导入电源及气压源接通后,按下底座之两个启动按钮。焊头即下降。 2. 延迟时间:按下启动开关后延迟时间计时器即开即计时。 3. 熔接时间:延迟时间计时结束之同时熔接时间计时器即开始计时,振动子同时发振熔接。 4. 硬化时间:熔接时间计时结束之同时硬化时间计时器即开始计时。 5. 焊头上升:硬化时间计时结束焊头随之上升,计数器即累计一次,完成一次循环却作。 九:注意事项: 1. 本机请勿置于潮湿及多水或过热之场所,机器上方勿放置流体物,平时注意整洁,随时擦拭,但不可使用液体清洗。 2. 人体请勿重压于发振之焊头,以免灼伤,自动操作中遇危险请按紧急停止按扭。 3. 音波检查在无负荷时,振幅表勿超过2mA,超过时请调整音波调整螺丝,若经调整仍不能降至2mA以下,则可能焊头或机台有异常,请连络本公司处理 4. 接音波检查开关以间歇方式按下,勿连续按超过三秒以维振动子寿命。 5. 本机的振动子及发振机内有高压线路,除了外部作业调整之外,使用客户请勿做机内之维护。 6. 焊头本身是依熔接物来决定,且必须配合振动系统之共振,所以焊头应使用本公司设计制造的产品,以免损害振动系统。 7. 空压源注意清洁,本机之空气滤清器内若有水请随时排除,如水份过多时则须时常清理空压机之水份。

超声波焊接以后产品内部零件损坏,怎么解决? 超声波焊接后产品零件损坏的原因分析如下: 1).超声波焊接机功率太强造成; 2).相反在有些情况下需要加强超声波的能量,使高能量的超声波在尽可能短的时间内完成焊接,较短的时间不足以对产品结构造成破坏; 3).超声波变幅杆能量输出太强; 4).底模治具受力点悬空,受超声波传导振动而破坏; 5).塑料制品高、细成底部直角,而未设缓冲疏导能量的R角,致使应力集中而造成破坏; 6).不正确的超声波加工条件. 7).塑料产品之柱或较脆弱部位,开置于塑料模分模在线; 所以当我们的产品经超声波焊接作业而发生变形时,从表面看来好像是超声波焊接的原因,然而这只是一种结果,塑料产品未熔接前的任何因素,熔接后就形成何种结 果。如果没有针对主因去探讨,那将耗费很多时间在处理不对症下药的问题上,而且在超声波间接传导熔接作业中(远场超声),6kg以下的压力是无法改变塑料的 轫性与惯性。所以不要尝试用强大的压力,去改变熔接前的变形(焊接机压力为6kg),包含用模治具的强迫挤压。或许我们也会陷入一个盲点,那就是从表 面探讨变形原因,即未熔接前肉眼看不出,但是经完成超声波焊接后,就很明显的发现变形。其原因乃产品在焊接前,会因导熔线的存在,而较难发现产品本身各种 角度、弧度与余料的累积误差,而在完成超声波焊接后,却显现成肉眼可看到的变形。
超声波模具是一块金属怎么会坏 超声波模具会损坏主要是由两大方面引起的,***是因为超声波模具的设计不够合理,***是因为选择的材料方面,接下来就由小编来给大家详细介绍一下这两个方面的原因。 超声波模具 ***:超声波模具设计不够合理,制作不够精细,频率修整时没有达到佳频率,所以在使用过程中,超声波能量没有完全释放出去,大部分仍滞留在超声波模具内,久而久之,模具在使用上会出现焊接不牢、模具发热再到后面就是模具出现裂纹的现象,要解决这个问题首先要选择比较专业的超声波焊接机制造厂家来制作超声波模具,经验占据成败一半以上,再有就是师傅在制作时是否有按照设计去制作,是否有多次修整频率使得模具达到佳的状态。 ***:超声波模具在选材上。一般超声波模具制作使用最为常见的主要有三种材料:钢、镁铝合金、钛合金,在镁铝合金上又有很大的区别,一般制作时会选用进口的7075铝合金,耐磨,抗腐蚀性,机械性能好,硬度上要比其他的铝合金稍高,是超声波模具的适合选材,在价格上也相对较高,一般使用在飞机结构件上。其次是6061密度小,也具有良好的抗腐蚀性,室温下有良好的综合力学性和可切割性。而钢模跟钛合金模具更多是用来制作比较简单的模具,因为比较硬,在切割方面比较难,所以一般会用来制作比较平整的模具。在这三种材质上钛合金的使用寿命是的,几乎不会出现裂纹的情况,在价格上也是三者中较贵的。 以上的两点就是造成超声波模具裂痕的主要原因,其一是大元凶,如果您是打算要制作超声波模具,只要不在价格上过分的砍价,相信厂家都不会去选择那些综合性能差的材质去制作模具。所以说***点是制作模具是否耐用的主要因素,制作超声波模具请选择有经验丰富的超声波模具制作厂家。 超声波焊接可以一次焊接多个熔接面吗 塑胶件装配时,会出现上盖/本体/底壳需要焊接,也就是有两个不同焊接面需要同时压接,有些朋友就疑问塑胶外壳超声能同时超上壳中框下壳吗?也就是3个塑料件(两层结合面)能不能同时焊接好的问题? 只要高度差不要太大,同时焊接,牢度肯定是可以的,但是会出现靠近上焊头位置牢度大于底壳,即:一面溢胶严重,而另一面有焊缝的情况。出现这种情况的原因:超声波焊接原理是高频振动,越靠近上焊头位置能量越大,而随着距离变长,能量会逐渐稀释。大部分超声波能量被***层结合面吸收,而传递到***层结合面的超声波能量就比较小了。 建议:针对产品外观要求较高的塑料件还是分二次压接的好;对于要求不高的产品可以同时焊接两层; 超声波同时压接上盖、底壳、壳体时,设计产品注塑模具时跟专业超声波厂家沟通,设计合理的焊接结构,购买设备前,将产品寄给厂家试样测试,确保焊接方案的可行性。
根据市场需求常用的超声波焊接机是20Khz和15KHZ,主要有换能器、变幅杆和焊头组成,换能器将电能转换成机械能、然后变幅杆放大,***通过与焊件几何形状匹配的焊头传递给焊件。 超声波瞬间发出的声音是人耳听不见的,超声波焊接机发出的声音是是一些谐振造成的,属于机械波,不容易消除,在焊接时,是机器焊头和塑胶件二次摩擦产生的次声波。 据可靠资料显示,该次声波分贝为90分贝-120分贝,已经明显超出类噪声级别70分贝阈值,不过声波产生时间短,持续时间短,对人耳造成的伤害不明显。但是长时间处于生产***的人员必须带防噪音装置,如耳塞,耳套等,避免造成耳鸣头晕现象。 很多有条件的工厂定制隔音罩封闭超声波塑料焊接机,将设备隔离从而降低噪音.不仅仅可以保护操作人员不受噪音干扰,可以使整个车间的工作环境得到良好的改善。 为了防止超声波焊接机声音,在机器上建造隔声性能良好的小室,形成安静的小室,车间工作人员的听力得到保护,这种隔音设施叫做隔音罩。阻隔声源机器设备的噪声不致外传,从而使噪声降低到所规定的允许声级以下。