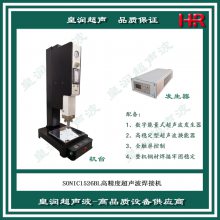
| 是否进口:否 | 产地:上海 | 品牌:皇润 |
| 型号:SONIC1530 | 订货号:超声波焊接机 | 货号:超声波熔接机 |
| 工作台移动范围:100mm | 焊接压力:5g | 输入电压:220V |
| 频率:15000Hz | 额定输入电源容量:220KVA | 额定输入电流:15A |
| 空载输出电压:24V | 额定负载持续率:100% | 输出电流调节范围:100V |
| 功率:2800W | 效率:10% | 功率因素:15 |
| 绝缘等级:4 | 外壳防护等级:6 | 用途:焊接 |
| 材料及附件:焊材 | 电流:交流 | 作用原理:逆变 |
| 外形尺寸:500*600*1200mm | 净重:95Kg | 焊咀对地电压:24mv |
| 套装:超声波配套 | 是否跨境货源:是 | 有可授权的自有品牌:是 |
嘉定超音波设备 超声波焊接机值得信赖
超声波模具是一块金属怎么会坏 超声波模具会损坏主要是由两大方面引起的,是因为超声波模具的设计不够合理,***是因为选择的材料方面,接下来就由小编来给大家详细介绍一下这两个方面的原因。 超声波模具 :超声波模具设计不够合理,制作不够精细,频率修整时没有达到频率,所以在使用过程中,超声波能量没有完全释放出去,大部分仍滞留在超声波模具内,久而久之,模具在使用上会出现焊接不牢、模具发热再到后面就是模具出现裂纹的现象,要解决这个问题首先要选择比较专业的超声波焊接机制造厂家来制作超声波模具,经验占据成败一半以上,再有就是师傅在制作时是否有按照设计去制作,是否有多次修整频率使得模具达到的状态。 ***:超声波模具在选材上。一般超声波模具制作使用最为常见的主要有三种材料:钢、镁铝合金、钛合金,在镁铝合金上又有很大的区别,一般制作时会选用进口的7075铝合金,耐磨,抗腐蚀性,机械性能好,硬度上要比其他的铝合金稍高,是超声波模具的适合选材,在价格上也相对较高,一般使用在飞机结构件上。其次是6061密度小,也具有良好的抗腐蚀性,室温下有良好的综合力学性和可切割性。而钢模跟钛合金模具更多是用来制作比较简单的模具,因为比较硬,在切割方面比较难,所以一般会用来制作比较平整的模具。在这三种材质上钛合金的使用寿命是的,几乎不会出现裂纹的情况,在价格上也是三者中较贵的。 以上的两点就是造成超声波模具裂痕的主要原因,其一是大元凶,如果您是打算要制作超声波模具,只要不在价格上过分的砍价,相信厂家都不会去选择那些综合性能差的材质去制作模具。所以说点是制作模具是否耐用的主要因素,制作超声波模具请选择有经验丰富的超声波模具制作厂家。
如何修改超声波模具超声波模头的频率 超声波焊接模具制作流程:选料-车铣加工-加工中心雕刻-修频-调机。制作完成后需要借助频率检测仪修频,那么超声波焊接模具频率过大或过小怎么修? 超声波模具适用范围:中心频率±0.15khz,新模具制作优佳的频率要低于中心频率。例如我们要制作一个15khz超声波模具,新模具的频率为14.85khz。 超声波模具频率过高 收腰身降低频率。 超声波模具频率过低 降低模具高度。 超声波模具频率过高或过低,需要修频时,切记,不能修改太多,不得超过(软件设计好)高度8mm,否则模具不能与超声波焊接机谐振,勉强使用,会损坏超声波焊接机的功率元件。 
嘉定超音波设备 超声波焊接机值得信赖
活性炭滤芯超声波焊接技术 活性炭滤芯封装采用超声波塑料焊接设备焊接技术,不需加溶剂、粘接剂或其它辅助品,是通过超声波机械能振动试塑胶与塑胶之间磨擦产生热能使塑胶熔化实现塑料本身焊接的***工艺。活性氮滤芯的作用就是过滤水里的杂质,起净化作用。有效过滤掉水中余氯,异色异味。活性炭用PP材质的滤芯装好,用超声波焊接机熔接封盖封口,可达到气密防水的效果,干净卫生无气味,环保***。 超声波塑料焊接机是通过一个电晶体功能设备将当前50/60Hz的电频转变成15KHz或40KHz的电能高频电能,供应给超声波焊接机换能器。超声波焊接机换能器将电能转换成用于超音波的机械振动能,调压装置负责传输转变后的机械能至超声波焊接机的焊头。焊头是将机械振动能直接传输至需压合产品的一种声学装置。 超声波塑料焊接机由气压传动系统、控制系统、超声波发生器、换能器及工具头和机械装置等组成。 气动传动系统 包括有:过滹器、减压阀、油雾器、换向器、节流阀、气缸等。工作时首先由空压机驱动冲程气缸,以带动超声换能器振动系统上下移动,动力气压在中小功率的超声波焊接中气压根据焊接需要调定。 超声波焊接机(适用于塑料焊接)PC料、 PP料、 ABS料、尼龙等可塑性材质焊接。根本产品的多样化,超声波塑焊行业推出几款不同型号规格的标准设备,按照功率大小和频率大小区分,各有所长,已经被各行业应用并得到认可。
注塑件的结构对超声波焊接头设计的影响 注塑件可以设计成任何形状,但是超声波焊头并不能随意制作。超声波焊头形状、长短均可能影响焊头频率、振幅等参数。焊头的设计需要有一个基准面,即按照其工件频率决定的基准频率面。基准频率面一般占到焊头表面的70%以上的面积,所以,注塑件表面的突起等形状小于整个塑料而后30%。平滑、圆弧过渡的塑料件表面,则此标准可以适当放宽。且突出位尽量位于塑料件的中部或对称设计。 塑料件超声波焊接机焊头接触面至少大于熔接面,且尽量对正焊接位。过小的焊头接触面,会引起较大的损伤和变形,以及不理想的熔接效果。因此,在设计注塑件的时候,也不是随意设计的,要考虑后期超声波焊接工艺的要求,不当的设计,只会把麻烦留给超声波熔接工序。 在焊头表面有损伤纹,或其形状与塑料件配合有少许差异的情况下焊接会在塑料件表面留下伤痕。避免方法是:在焊头与塑料件表面之间垫薄膜(例如PE膜等)。