| 产品特性:皇润超声波 | 是否进口:否 | 产地:上海 |
| 品牌:皇润超声波 | 型号:SONIC1530 | 工作台移动范围:100mm |
| 焊接压力:5g | 输入电压:220V | 频率:15000Hz |
| 额定输入电源容量:220KVA | 额定输入电流:15A | 空载输出电压:24V |
| 额定负载持续率:100% | 输出电流调节范围:100V | 功率:2500W |
| 效率:10% | 功率因素:15 | 绝缘等级:4 |
| 外壳防护等级:6 | 用途:焊接 | 材料及附件:焊材 |
| 电流:交流 | 作用原理:逆变 | 外形尺寸:500*600*1200mm |
| 净重:95Kg | 焊咀对地电压:24mv | 套装:超声波配套 |
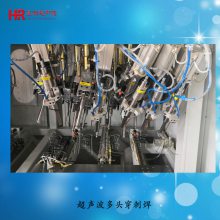
上海超声波塑料焊接机 超声波焊接机皇润超声制造
超声波焊接可以一次焊接多个熔接面吗 塑胶件装配时,会出现上盖/本体/底壳需要焊接,也就是有两个不同焊接面需要同时压接,有些朋友就疑问塑胶外壳超声能同时超上壳中框下壳吗?也就是3个塑料件(两层结合面)能不能同时焊接好的问题? 只要高度差不要太大,同时焊接,牢度肯定是可以的,但是会出现靠近上焊头位置牢度大于底壳,即:一面溢胶严重,而另一面有焊缝的情况。出现这种情况的原因:超声波焊接原理是高频振动,越靠近上焊头位置能量越大,而随着距离变长,能量会逐渐稀释。大部分超声波能量被层结合面吸收,而传递到二层结合面的超声波能量就比较小了。 建议:针对产品外观要求较高的塑料件还是分二次压接的好;对于要求不高的产品可以同时焊接两层; 超声波同时压接上盖、底壳、壳体时,设计产品注塑模具时跟超声波厂家沟通,设计合理的焊接结构,购买设备前,将产品寄给厂家试样测试,确保焊接方案的可行性。

超声波焊接中有一个关键性的公式:E = P* T,其中E为能量,P为功率,T为时间。而功率为力和速度共同作用的结果,即P≈F*V,其中F为力,V为速度。而力来自压力和下降速度。而速度来自频率和振幅。 振幅的定义是指焊头的端面在焊接时在长度方向上从一个端到一个端之间的距离。如图2所示。它对超声波焊接工艺的影响,在焊接面之间所产生的热量和振幅的平方存在关系。所以,振幅增加一点或减少一点所产生的影响比其它参数所产生的影响要大,因为焊接的结果被振幅的平方所放大,而比普通的增长影响要大。 可以通过计算换能器、调幅器和焊头对振幅的放大系数来得到(放大系数为振幅的输出和输入的比值)。可以通过把换能器的振幅乘上调幅器和焊头的放大系数来得到焊接模块的终振幅。即:输出振幅(焊接振幅)=换能器基础振幅*调幅器放大系数*焊头放大系数。使用调幅器,振幅为20微米*2.5*2=100微米。如果使用绿色调幅器,振幅为60微米。 不同的材料和焊接工艺,需要不同的振幅。需要注意的是下面为20KHz时的振幅经验数据,当频率不同时需要进行转换。 40KHz在经验数据乘0.6,比如ABS在使用20KHz时所需的振幅为40微米,那在40KHz时为40X0.6=24微米。 30KHz在经验数据乘0.8。 15KHz在经验数据乘1.2。
上海超声波塑料焊接机 超声波焊接机皇润超声制造
超声波焊接以后产品内部零件损坏,怎么解决? 超声波焊接后产品零件损坏的原因分析如下: 1).超声波焊接机功率太强造成; 2).相反在有些情况下需要超声波的能量,使高能量的超声波在尽可能短的时间内完成焊接,较短的时间不足以对产品结构造成破坏; 3).超声波变幅杆能量输出太强; 4).底模治具受力点悬空,受超声波传导振动而破坏; 5).塑料制品高、细成底部直角,而未设缓冲疏导能量的R角,致使应力集中而造成破坏; 6).不正确的超声波加工条件. 7).塑料产品之柱或较脆弱部位,开置于塑料模分模在线; 所以当我们的产品经超声波焊接作业而发生变形时,从表面看来好像是超声波焊接的原因,然而这只是一种结果,塑料产品未熔接前的任何因素,熔接后就形成何种结 果。如果没有针对主因去探讨,那将耗费很多时间在处理不对症下药的问题上,而且在超声波间接传导熔接作业中(远场超声),6kg以下的压力是无法改变塑料的 轫性与惯性。所以不要尝强大的压力,去改变熔接前的变形(焊接机压力为6kg),包含用模治具的强迫挤压。或许我们也会陷入一个盲点,那就是从表 面探讨变形原因,即未熔接前肉眼看不出,但是经完成超声波焊接后,就很明显的发现变形。其原因乃产品在焊接前,会因导熔线的存在,而较难发现产品本身各种 角度、弧度与余料的累积误差,而在完成超声波焊接后,却显现成肉眼可看到的变形。
产品用超声波焊接工艺需要满足三个基本条件才能达到理想的效果 1.两个塑胶材料是否可以熔接:不同种材质之间有的能更好地焊接,有的是基本能相熔,有的是不相熔的。同一材料之间熔点是相同的,从原理讲是可以焊接的,但是当要焊接的工件的熔点大于350℃时,就不在适合用超声焊接了。因为超声是瞬间使工件分子溶化,判断依据是在3秒之内,不能良好熔接,就应该选择其它焊接工艺。如热板焊接等。一般来讲ABS料是容易焊接,尼龙或PP料是难熔接的。 2.塑胶件要加合理的超声波焊线:当瞬间能量产生时,接缝面积越大,能量分散越严重,焊接效果越差,甚至无法焊接。另外超声波是纵向传波的,能量损失同距离成正比,远距离焊接应控制在6厘米以内。焊接线应控制在30----80丝之间为宜,工件的壁厚不能低于2毫米,否则不能良好熔接,特别是要求气密的产品。 3.产品结构要设计合理:在产品研发设计前我们要考虑到做好成品的外观,两个合成的塑胶件接缝位置是否错位刮手,依靠超声波固定夹具来解决焊接后错位是错误的,产品放入夹具太紧会刮伤,制作夹具默认放大单边0.1mm,那么产品没有的情况下,焊接好的成品会有0.2mm的错位,超声波厂家也有做气动或手动工装夹具来固定产品避免错位,生产速度和夹具制造成本都会造成不必要的开支。有经验的工程师应该都知道,没有美工线的产品在装配变形后极易引起上下盖错位,从而导致刮手。超声也是一样,也有错位的机率,为了防止有刮手现像,还是做一点美工线在上面。