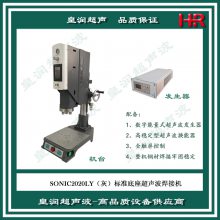
| 产品特性:皇润超声波 | 是否进口:否 | 产地:上海 |
| 品牌:皇润超声波 | 型号:SONIC1526 | 工作台移动范围:100mm |
| 焊接压力:5g | 输入电压:220V | 频率:15000Hz |
| 额定输入电源容量:220KVA | 额定输入电流:15A | 空载输出电压:24V |
| 额定负载持续率:100% | 输出电流调节范围:100V | 功率:2600W |
| 效率:30% | 功率因素:30 | 绝缘等级:4 |
| 外壳防护等级:6 | 用途:焊接 | 材料及附件:焊材 |
| 电流:交流 | 作用原理:逆变 | 外形尺寸:500*600*1200mm |
| 净重:93Kg | 焊咀对地电压:24mv | 套装:超声波配套 |
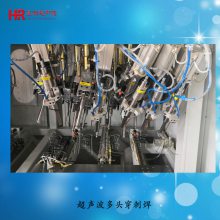
皇润超声波智能型塑料焊接机 20K超声波熔接机 产品用超声波焊接工艺需要满足三个基本条件才能达到理想的效果 1.两个塑胶材料是否可以熔接:不同种材质之间有的能更好地焊接,有的是基本能相熔,有的是不相熔的。同一材料之间熔点是相同的,从原理讲是可以焊接的,但是当要焊接的工件的熔点大于350℃时,就不在适合用超声焊接了。因为超声是瞬间使工件分子溶化,判断依据是在3秒之内,不能良好熔接,就应该选择其它焊接工艺。如热板焊接等。一般来讲ABS料是容易焊接,尼龙或PP料是难熔接的。 2.塑胶件要加合理的超声波焊线:当瞬间能量产生时,接缝面积越大,能量分散越严重,焊接效果越差,甚至无法焊接。另外超声波是纵向传波的,能量损失同距离成正比,远距离焊接应控制在6厘米以内。焊接线应控制在30----80丝之间为宜,工件的壁厚不能低于2毫米,否则不能良好熔接,特别是要求气密的产品。 3.产品结构要设计合理:在产品研发设计前我们要考虑到做好成品的外观,两个合成的塑胶件接缝位置是否错位刮手,依靠超声波固定夹具来解决焊接后错位是错误的,产品放入夹具太紧会刮伤,制作夹具默认放大单边0.1mm,那么产品没有的情况下,焊接好的成品会有0.2mm的错位,超声波厂家也有做气动或手动工装夹具来固定产品避免错位,生产速度和夹具制造成本都会造成不必要的开支。有经验的工程师应该都知道,没有美工线的产品在装配变形后极易引起上下盖错位,从而导致刮手。超声也是一样,也有错位的机率,为了防止有刮手现像,还是做一点美工线在上面。

超声波模具设计-超声波焊接模具应用解析 首先我们来说说超声波焊接机焊头、变幅杆均被设计为一个工作频率的半波长谐振体,在工作状态下,两个端面的振幅,应力,而相当于中间位置的节点振幅为零,应力。节点位置一般设计为固,但通常的固设计时厚度要大于3mm,或者是凹槽固定,所以固并不是一定为零振幅,这样就会引致一些叫声和一部分的能量损失,对于叫声通常用橡胶圈同其它部件隔离,或采用隔声材料进行,能量损失在设计振幅参数时予以考虑。 超声波焊接机焊接通常会在焊接位表面,底座表面设计网纹,网纹设计的目地在于防止金属件的滑动,尽可能将能量传递到熔接位。网纹设计一般有方形、菱形、条形网纹。黄金手饰等金属包覆焊头与底座根椐要求不能设计纹路,网纹的大小与深浅根据具体的焊接材料要求来确定。 超声波模具因为工作于高频振动情况下,应尽量保持一个对称设计,以避免声波传递的不对称性导致的不均衡应力及横向振动(我们所用于焊接的焊头利用的是超声波振动的纵向传递,对于整个谐振系统而言),不均衡振动能导致焊头发热及断裂。超声波焊接应用于不同行业对加工精度要求是不同的,对于特别薄的工件如锂离子电池极片与极耳的焊接、金箔等的包覆等对加工精度的要求非常高,我们所有的加工设备均采用数控设备(如加工中心等),这样才能***加工出来的精度符合要求。
塑料件和金属件可以熔接到一起吗 塑胶和金属是可以焊接的,用超声波埋置或者超声波铆焊工艺,将金属板与塑胶件焊接或者金属柱子与塑胶件熔接。超声波熔接技术是结构简单、高可靠性,无须填加任何粘接剂、溶剂、填料和紧固件,也不消耗大量能源, 设备紧凑、占地面积小,加工过程无振动、无噪声,环保、节能、快速、美观,依此方法装配的金属与塑料组件牢固、紧密、稳定,具有高抗 冲击、抗腐蚀性,抗震且耐候性强。 超声波铆焊是用来连接由不同材料制造的制件,使热固性塑料与热熔性塑料制件间实现相互连接或使塑料制件与金属连接。 超声波埋植是借着焊头机械超声波震动及适当之压力,瞬间将金属零件(如螺母、螺杆等)挤入预留入塑胶孔内,固定在一定深度,完成后无论拉力、扭力均可媲美传统模具内成型之强度,可免除射出模受损及射出缓慢之缺点
活性炭滤芯材质一般采用环保PP料,因为材质对超声波焊接效果影响的因素,由于PP材质熔点高,尺寸不大的一个过滤器滤芯需要用到大功率超声波焊接机。对于没有经验的超声波设备厂家会推荐小功率的超声波机器,毕竟功率小,价格有优势,客户只看焊接效果和价格参考。用小功率的机器焊接时间调长点是可以达到理想的效果,但是不可在线长时间作业生产,熔接时间调试的太长模具会随着塑胶件熔接的热量慢慢传输到超声波核心配件换能器上,久而久之就是一个恶性循环,会出现焊接不稳定,会因为模具和换能器发烫导致超声波发生器烧坏的状况,就会影响订单的交期进度。超声波焊接产品的状态就是在短的焊接时间里把产品熔接,用大功率的超声波焊接机就可以缩短超声波焊接时间,不仅提高了产能,还能有效地进行长时间线作业。