| 是否进口:否 | 产地:上海 | 品牌:皇润HR |
| 型号:20K | 材质:铝合金 | 订货号:超声波模具 |
| 加工定制:是 | 货号:超声波焊头 | 类型:超声波焊机焊头 |
| 规格:套 | 工作温度:-40-40℃ | 长度:200 |
| 焊接电流:10A | 净重:5Kg | 熔点:280℃ |
| 适用范围:塑料焊接 | 助焊剂含量:10 | 焊丝直径:5mm |
| 是否跨境货源:否 |
15K铝合金HORN(模头) 超声波熔接模为什么会裂
我公司超声波发生器主要功能: 超声波发生器能监视大功率超声波系统的工作频率、功率。 能够根据用户不同要求,实时调整各种参数:如功率、振幅、运行时间等。? 频率微调:调整频率使超声波换能器始终工作在比较好状态下,效率达到比较大,调整范围2%。 自动跟频:设备一旦完成初始设置后,就可以连续作业而无需对发生器进行调节。 振幅控制:换能器工作过程中负载发生变化时,能自动调整驱动特性,确保工具头得到稳定的振幅。 系统保护:系统在不适宜的操作环境下工作时,发生器将停止工作并报警显示,保护设备不受损坏。 振幅调整:振幅可在工作过程中瞬间增加或减少,振幅的设置范围:0%~全部。 自动搜频:可以自动测定工具头的工作频率并储存。 发振模式:时间控制模式和能量控制模式可以相互切换。
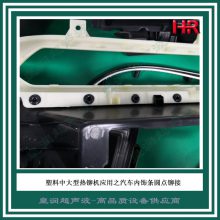
超声波焊接可以一次焊接多个熔接面吗 塑胶件装配时,会出现上盖/本体/底壳需要焊接,也就是有两个不同焊接面需要同时压接,有些朋友就疑问塑胶外壳超声能同时超上壳中框下壳吗?也就是3个塑料件(两层结合面)能不能同时焊接好的问题? 只要高度差不要太大,同时焊接,牢度肯定是可以的,但是会出现靠近上焊头位置牢度大于底壳,即:一面溢胶严重,而另一面有焊缝的情况。出现这种情况的原因:超声波焊接原理是高频振动,越靠近上焊头位置能量越大,而随着距离变长,能量会逐渐稀释。大部分超声波能量被***层结合面吸收,而传递到***层结合面的超声波能量就比较小了。 建议:针对产品外观要求较高的塑料件还是分二次压接的好;对于要求不高的产品可以同时焊接两层; 超声波同时压接上盖、底壳、壳体时,设计产品注塑模具时跟专业超声波厂家沟通,设计合理的焊接结构,购买设备前,将产品寄给厂家试样测试,确保焊接方案的可行性。

15K铝合金HORN(模头) 超声波熔接模为什么会裂
如何判断超声波换能器已经损坏 超声波换能器的好坏直接关系到整个超声波焊接 机的品质优劣。 4)超声波换能器自由电容(CT) 压电器件在1kHz频率下的电容 值,此值和数字电容表测得的值是一致的。这个值减掉动态电容C1就可以得到真正 的静电容C0,C0=CT-C1。使用时要以电感对C0进行平衡,在超声加工机器的电路 设计中,正确地平衡C0可以提高电源的功率因素,使用电感平衡有两种方法,并联 调谐和串联调谐。 5)超声波换能器反谐振频率(Fp) 压电振子并联支路的谐振 频率,在这个频率下,压电振子的阻抗Zmax比较大,如果反谐振阻抗Zmax很低,则 振子有问题。
超声波焊接塑料件产品的结构设计 塑胶产品用超声波焊接工艺在结构设计时应考虑超声波焊接时振动波的传送距离、压力作用下塑胶成型品受力面积和受力均衡的问题,该设计会影响到超声波焊接的稳定性。下面我们用图文的方式解说下成型品塑胶结构的设计案例。 (1)接合部的形状设计 接合部的形状以圆形为很好。在不得已的情况下,一定要设计成角形或异形形状时,则各边缘倒R角,或尽可能地设计成对称形状。 (2)设计时需要注意超声波传递距离 到焊接部的距离越短,焊接能源的损失就越小。可进行良好的焊接作业。 但是,若圆柱形的成型品为薄型大平板时,焊接位置略高于平板,则从圆柱形接触部分取出等对成型品形状进行必要的修改。 (3)与圆柱形工具相接触的成型品设计案例 与圆柱形工具相接触的成型品,尽可能的轻量化,且形状简单。 当与圆柱形工具相接触的成型品含有金属嵌件、轮毂等附件时,因焊接能源传递不及时,很容易导致焊接不良 。 有时还会因共振造成金属嵌件部分的融化,轮毂等凸出部分发生破裂。 所以,凸出部分、嵌件等必须放在固定的夹具上,在万不得已的情况下,请倒R角等以增大制品的强度。 (4)圆柱形工具的接触面设计案例 请将圆柱形工具的接触面及接合面设计为平面。 若设计为阶梯形的话,则会引发焊接能源的传递不均匀,容 易造成焊接不良的。 (5)设计时需考虑焊接产品变形 有必要控制被焊接品的翘曲变形。若发生翘曲变形时,就会导致焊接面的结合不良, 焊接状态不均匀、强度下降、密封性不良等问题。